
 Beim Löten wird ein metallisches Bauelement durch ein geschmolzenes Zusatzmaterial, das so genannte Lot, miteinander verbunden. Daher gehört Löten zu den unlösbaren Fügeverbindungen.
Beim Löten wird ein metallisches Bauelement durch ein geschmolzenes Zusatzmaterial, das so genannte Lot, miteinander verbunden. Daher gehört Löten zu den unlösbaren Fügeverbindungen.
Viele gehen beim Löten direkt vom Weichlöten aus, doch je nach Schmelztemperatur wird Löten in die einzelnen Verfahren unterteilt.
Inhaltsverzeichnis
Unterteilung von Lötverfahren
Die Lötverfahren werden allgemein in Weich-, Hart-, und Hochtemperaturlöten eingeteilt. Am Häufigsten wird das Weich- und Hartlöten verwendet werden. Das Hochtemperaturlöten findet seinen Gebrauch hauptsächlich in der automatisierten Serienfertigung.

Beim Weichlöten geht man von einer Schmelztemperatur des Lotes unter 450 Grad Celsius aus. Ebenfalls muss das Flussmittel auf diesen Temperaturbereich angepasst werden. Die häufigsten Lote beruhen daher auf einer Blei-Zinn-Basis. Hier kann die Lötstelle wegen der niedrigen Schmelztemperatur mit einem Lötbrenner, Lötlampe oder wie am gebräuchlichsten mit einem Lötkolben erwärmt werden.
Beim Hartlöten werden Schmelztemperaturen zwischen 450 – 900 Grad Celsius genannt. Genauso wie hier das Flussmittel angepasst werden muss. Die häufigsten Lote sind Kupfer-Basislote oder auch silberhaltige Lote. Durch die höheren Temperaturen beim Hartlöten muss hier meist ein Schweißbrenner, der mit einem Acetylen-Sauerstoffgemisch eine Verbrennung verursacht, verwendet.
In manch anderen Fällen wird auch ein Hartlötbrenner, betrieben mit einem Acetylen-Luftgemisch verwendet. Da viele Firmen mit Schweißen zu tun haben, verwenden diese den Schweißbrenner.
Beim Hochtemperaturlöten spricht man von Schmelztemperaturen der Lote über 900 Grad Celsius. Hier wird kein Flussmittel verwendet, sondern im Vakuum oder unter Schutzgas gelötet. Die häufigsten Lote sind Nickelbasislote.
Vorgang beim Löten (Legierungsbildung)
Durch Ansetzen des Lötkolbens wird das zu erwärmende Werkstück erwärmt. Nun wird das Lötzinn auf die zu lötende Stelle getupft. Durch das bereits erwärmte Werkstück und die zusätzliche Wärme, die vom Lötkolben ausgeht, wird das Zinn (Lot) zum Schmelzen gebracht. Bei diesem Vorgang wandern die Atome des Lotes in das erwärmte Bauteil und umgekehrt die Atome des Bauteils in die des Lotes. Dadurch lassen sich dichte, feste und unlösbare Verbindungen herstellen.
Doch bevor das Werkstück gelötet werden kann, sollte stets eine Oberflächenvorbereitung stattfinden. Eine Legierungsbildung ist nur möglich, wenn die Werkstückoberfläche an der Lötstelle sauber und metallisch blank abgezogen ist. Metalloxide sollten daher vor dem Löten abgetragen werden.
Oxidschichten wie z.B. Rost sollte ebenfalls entfernt werden. Um eine neue Oxidbildung zu verhindern, wird ein Zusatzmaterial mit Flussmittel aufgebracht. Während des Lötvorgang schwimmen die Verbindungen von Oxiden und Flussmitteln auf dem Lot. Das Flussmittel und die Oxidschicht werden durch das Lot aus der Lötstelle gedrängt.
Die Aufgaben des Flussmittels sind also die Entfernung von Metalloxiden, Verhinderung der Bildung neuer Metalloxide sowie die Benetzbarkeit der Lötstelle, was schon im Namen Flussmittel steckt. Beim Flussmittel muss jedoch darauf geachtet werden, dass der Wirkungstemperaturbereich mit dem Schmelztemperaturbereich des Zusatzmaterials überein stimmt.
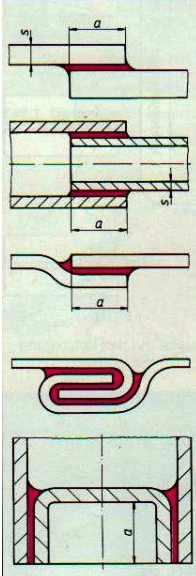 Auch die Anordnung der zu lötenden Bauteile ist von großer Bedeutung. Lötverbindungen sollten als Überlappung gestaltet werden, da dann eine Scherbeanspruchung vorliegt und die Lötfläche groß genug gestaltet werden kann. Als Faustformel sagt man das 3 – 6fache der Wanddicke. Beim Hart- und Hochtemperaturlöten können Bauteile auch mit Stumpfnähten verbunden werden, jedoch nur wenn es nicht anders möglich ist. Die Breite des
Auch die Anordnung der zu lötenden Bauteile ist von großer Bedeutung. Lötverbindungen sollten als Überlappung gestaltet werden, da dann eine Scherbeanspruchung vorliegt und die Lötfläche groß genug gestaltet werden kann. Als Faustformel sagt man das 3 – 6fache der Wanddicke. Beim Hart- und Hochtemperaturlöten können Bauteile auch mit Stumpfnähten verbunden werden, jedoch nur wenn es nicht anders möglich ist. Die Breite des
Lötspalt sollte bei Stahl 0,1mm betragen.
Überlappungsarten:
- Einfachlasche
- Doppellasche
- Überplattung
- Schäftung
Einbringung des Lotes
Wie wird das Lot in oder auf die Lötstelle gebracht? Das Lot kann als Tropfen auf dem Lötkolben unmittelbar auf die Lötstelle aufgebracht werden. Ebenso kann er als Draht oder Stange von außen auf das erwärmte Bauteil getupft werden. Am seltensten sind angepasste Formteile.
Dort wird das angepasste Lot in die Lötstelle eingelegt und mit diesem zusammen erwärmt. Egal welches von diesen hier drei genannten Verfahren verwendet wird, nach abkühlen des Bauteils und der Lotstelle wird logischerweise das Bauteile und Lot fest. Dadurch entsteht die im technischen Sinn unlösbare Verbindung.
Anwendungsbereiche
Löten findet in vielen Bereichen seinen Einsatz und ist durch die einfache Handhabung sehr beliebt. Es wird im Leichtbau, Rohrleitungsbau, Elektrotechnik und bei der Bearbeitung von Blech verwendet. Im Rohrleitungsbau wird es verwendet, da sich dichte Verbindungen schnell und einfach erzeugen lassen.
Zudem sind Lötverbindungen dicht gegenüber Gasen und Flüssigkeiten. Ebenfalls im Baugewerbe. Dort lassen sich die Werkstoffe wie Kupfer und Zink sehr einfach und leicht vor Ort löten. Im Leichtbau findet Löten seinen Gebrauch, da sich hochfeste Werkstoffe schon bei niedrigen Temperaturen verbinden lassen ohne die Gefahr von Verzug oder Gefügeveränderungen.
Der häufigste Gebrauch ist jedoch in der Elektrotechnik. Lötverbindungen sind elektrisch sehr gut Leitfähig, durch die Verwendung von Zinn oder anderen Zusatzmaterialien.
Lote
Lote unterteilt man wie die Lötverfahren nach der Schmelztemperatur. Wie bereits aufgeführt wird beim Weichlöten hauptsächlich eine Legierung aus Zinn und Blei verwendet. Des Öfteren wird der Blei-Zinn-Basis eine geringe Menge an Kupfer, Silber oder Antimon beigemischt, zur Steigerung der Festigkeit und der Härte.
Hartlote sind meist aus einer Kupfer-Zinn-Legierungen oder silberhaltige Legierungen mit Silberanteil von 2 bis 80 %. Durch die große Auswahl an verschiedenen Loten lassen sich alle Schwermetalle und deren Legierungen löten. Zum Löten von Aluminiumwerkstoffen wurden sogar spezielle Lote entwickelt. Verschiedene Übersichten zu den Loten und Flussmitteln findet man im Internet oder auch in Tabellenbüchern.
Die wichtigsten Informationen
 Beim Löten immer auf das Lotverfahren achten, um die richtige Temperatur einzustellen, das richtige Gerät zu wählen und um das richtige Lot sowie Flussmittel zu kaufen.
Beim Löten immer auf das Lotverfahren achten, um die richtige Temperatur einzustellen, das richtige Gerät zu wählen und um das richtige Lot sowie Flussmittel zu kaufen.
Das Flussmittel muss im Wirkungstemperaturbereich der Schmelztemperatur des Lotes liegen. Lötverbindungen sollten als Überlappungsverbindung gestaltet werden, damit die Lötfläche groß genug ist und eine Scherbeanspruchung vorliegt.
Zu Empfehlen ist die ERSA Lötstation mit Analogem Reglerfür die Temperatur mit 60 Watt (Weichlöten). Diese gibt es auch mit unterschiedlichen Lötspitzen. Als Standart ist in diesem Modell die meißelförmige ERSADUR-Lötspitze mit 2,2 mm enthalten, ebenso wie bei jeder brauchbaren Lötstation ein Ablageständer für den Lötkolben. Als passendes Zusatzmaterial gibt es den Lötzinn von Fixpoint 0,56 mm in einer 100 g Rolle.
Zum Hart- und Hochtemperaturlöten muss auf ein Schweißausrüstung geg riffen werden, dort ist es am wichtig, dass man die richtigen Gasflaschen erwirbt, was in diesem Fall Acetylen und Sauerstoff
riffen werden, dort ist es am wichtig, dass man die richtigen Gasflaschen erwirbt, was in diesem Fall Acetylen und Sauerstoff ist. Empfehlung des Autogenschweißgerät Dreigasanlage von Rothenberger
. Dies ist ein komplett ausgestattetes Autogenschweißgerät mit 10l Flaschen und Brennerkasten und Brennschneider RE 17. Ebenfalls läuft es mit hochwertigen 5 m Zwillingsschlauch, Regler und ist durch den Flaschenwagen mobil.
Bei anderen Schweißarbeiten wird der Merkle Mobi ARC 160 mobil
empfohlen. Es handelt sich um ein 200 A Elektrodenscheißgerät mit Tragegriff. Die Einschaltdauer liegt bei 100% bis 155 A. Wichtig: Immer auf das richtige Gas achten!


