
 Für leidenschaftliche Handwerker öffnet er ganz neue Türen – der Gewindebohrer. Möbelstücke können einfach selbst instand gehalten und Schraubverbindungen plötzlich individuell und von eigener Hand hergestellt werden.
Für leidenschaftliche Handwerker öffnet er ganz neue Türen – der Gewindebohrer. Möbelstücke können einfach selbst instand gehalten und Schraubverbindungen plötzlich individuell und von eigener Hand hergestellt werden.
Denn nicht zu selten muss ein Gewinde erneuert werden. Das Loch kann so gut gebohrt sein wie nur möglich – wenn kein passendes Gewinde vorhanden ist, lässt sich die Schraube einfach nicht fest ziehen. Bei der Wahl des richtigen Gewindebohrers ist allerdings einiges zu beachten, wie im Folgenden zu lesen ist.



Inhaltsverzeichnis
- Wofür benutzte ich den Gewindebohrer?
- Wie sieht so ein Gewindebohrer aus bzw. woraus besteht er?
- Welche Varianten gibt es?
- Wie funktioniert ein Gewindebohrer?
- Welche Arten von Gewindebohrern gibt es und wann verwende ich welche?
- Welche verschiedenen Größen gibt es?
- Welche Beschichtungen haben Gewindebohrer?
- Das Bohren des Gewindes
- Das Nachschleifen des Gewindebohrers
- Kauf eines Gewindebohrers
- Ist spezielle Sicherheitsausrüstung notwendig?
Wofür benutzte ich den Gewindebohrer?
Wie der Name schon sagt, wird hier ein Gewinde, genauer ein Innengewinde gebohrt. Für Außengewinde gibt es ein Schneideisen, quasi das Gegenstück zum Gewindebohrer
, mit welchem Schrauben hergestellt werden. In unserem Beitrag geht es aber allein um die Herstellung von Innengewinden.
Sind schon bestehende Gewinde defekt oder sind einfach keine passenden Schrauben da, kann mit dem Gewindebohrer und einem Bohrer ein neues Gewinde in dem gleichen Loch gebohrt werden. Das Loch wird dadurch natürlich etwas größer. Es können aber auch völlig neue Gewinde hergestellt werden, wenn an der gewünschten Stelle noch keins existiert.
Ob Holz, Metall oder Kunststoff ist dabei egal. Dieses Werkzeug vereinfacht somit beispielsweise die Restauration von Möbeln oder das Erstellen neuer Konstruktionen mit Schraubverbindungen.
Wie sieht so ein Gewindebohrer aus bzw. woraus besteht er?
Am Ende des Gewindebohrers befindet sich ein Vierkant oder auch Sechskant, welches der Kraftübertragung dient. Dann folgt ein Schaft, welcher in das Werkzeug (Bohrmaschine o. ä.) eingeführt wird. Dann folgt der Hals und schließlich das Gewinde. Ganz vorne am Gewinde ist die Spitze.
Der Gewindebohrer hat meist zwei, manchmal auch mehr, Schneiden, welche wiederum Zähne haben. Diese sind für das Einfräsen des Innengewindes verantwortlich. Am Anfang sind diese noch ziemlich stark abgeflacht (Anschnitt genannt), werden aber innerhalb der Gewindelänge immer tiefer.
Welche Varianten gibt es?
 Grundlegend wird in zwei Kategorien unterteilt: Die Gewindebohrsätze
Grundlegend wird in zwei Kategorien unterteilt: Die Gewindebohrsätze und die Einschnittgewindebohrer
. Ein Gewindebohrsatz besteht immer aus zwei oder drei unterschiedlichen Gewindebohrern – entweder nur Vorschneider und Fertigschneider oder Vorschneider, Mittelschneider und Fertigschneider.
Die Vorschneider sind dabei durch einen Ring am Schaft markiert, die Mittelschneider mit zwei Ringen und die Fertigschneider haben in den meisten Fällen keinen Ring, in den seltensten Fällen hat er aber auch mal drei Ringe.
Der Unterschied bei diesen Bohrern besteht in der Länge des Anschnitts, also dem Bereich, in dem die Zähne abgeflacht sind. Bei dem Vorschneider ist der Anschnitt sehr lang, bei dem Mittelschneider ein Stück kürzer und bei dem Fertigschneider nur noch minimal. Diese Variante ist besonders für sehr genaue Gewinde geeignet, die mit der Hand geschnitten werden.
Die zweite Variante sind die Einschnittgewindebohrer. Hier gibt es nur einen einzigen Bohrern zum einfräsen des Gewindes. Der große Vorteil besteht natürlich in der Zeitersparnis, da nur ein Werkzeug benutzt wird. Diese Art der Gewindebohrer wird häufiger in Kombination mit Maschinen verwendet (Bohrmaschine), da mehr Kraft aufgewendet werden muss.
Ein Nachteil hierbei ist der meist längere Anschnitt weshalb bei Löchern, welche nicht komplett durch das Werkstück durchgehen (sog. Sacklöcher), ein kleineres Gewinde eingeschnitten werden kann.
Wie funktioniert ein Gewindebohrer?
 Durch die Schneiden werden im Loch Späne abgetragen. Die Zähne schneiden dann das eigentliche Gewinde ein. Mit dem Vorschneider entstehen nur feine Rillen, mit dem Mittelschneider schon etwas tiefere und der Fertigschneider fräst dann die tiefsten Rillen ein.
Durch die Schneiden werden im Loch Späne abgetragen. Die Zähne schneiden dann das eigentliche Gewinde ein. Mit dem Vorschneider entstehen nur feine Rillen, mit dem Mittelschneider schon etwas tiefere und der Fertigschneider fräst dann die tiefsten Rillen ein.
Beim Einschnittgewindebohrer werden ebenfalls von den Schneiden die Späne abgetragen, nur entstehen hier sofort tiefe Rillen. Das besondere an einem Gewindebohrer besteht dabei darin, dass von eigener Hand immer das soeben benötigte Gewinde geschnitten werden kann – vorausgesetzt man hat das passende Werkzeug im Haus.
Welche Arten von Gewindebohrern gibt es und wann verwende ich welche?
Es gibt zwei verschiedene Arten: Die Durchgangsgewindebohrer und die Sacklochgewindebohrer
.
![]() Erstere sind, wie der Name schon vermuten lässt, für Durchgangslöcher gedacht. Damit sind solche gemeint, die vollständig durch ein Werkstück hindurchgehen, wie es beispielsweise bei Muttern oder auch bei Blechen der Fall ist.
Erstere sind, wie der Name schon vermuten lässt, für Durchgangslöcher gedacht. Damit sind solche gemeint, die vollständig durch ein Werkstück hindurchgehen, wie es beispielsweise bei Muttern oder auch bei Blechen der Fall ist.
Auch bei einige Möbelstücken oder anderen Schraubkonstruktionen sind öfters Durchgangslöcher zu finden. Das Haupterkennungsmerkmal ist die gerade Spannut, welche dafür sorgt, dass die beim Schneiden entstehende Späne am anderen Ende des Lochs einfach raus fallen, damit das Schneiden des Gewindes nicht behindert wird.
![]() Ein Sacklochgewindebohrer
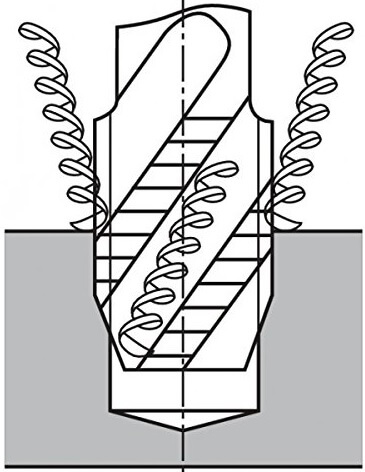
Ein Sacklochgewindebohrer ist für eine andere Art von Löchern gedacht, für die Sacklöcher. Diese gehen nicht komplett durch das Werkstück durch, wie beispielsweise bei einem Loch in der Wand – man bohrt schließlich in den meisten Fällen nur ein Stück hinein und kommt nicht auf der anderen Seite wieder raus.
Dieser Gewindebohrer unterscheidet sich etwas von dem Durchgangsgewindebohrer. Die Spannut ist hier gewendelt (Spiralnut), sie sieht quasi wie darum herum gewickelt aus. Dadurch wird der abgetragene Span gerollt und kann aus dem Loch herauskommen. Diese Spirale hat den Vorteil, dass der Anschnitt ziemlich kurz ausfallen kann und möglichst viel Gewinde eingeschnitten wird.
Diese Modelle können auch für Durchgangslöcher verwendet werden. Durchgangsgewindebohrer können allerdings nicht für Sacklöcher benutzt werden. Der Anschnitt ist zu lang und die Späne können nicht abgetragen werden – sie würden das Loch verstopfen und den Schneidvorgang behindern.
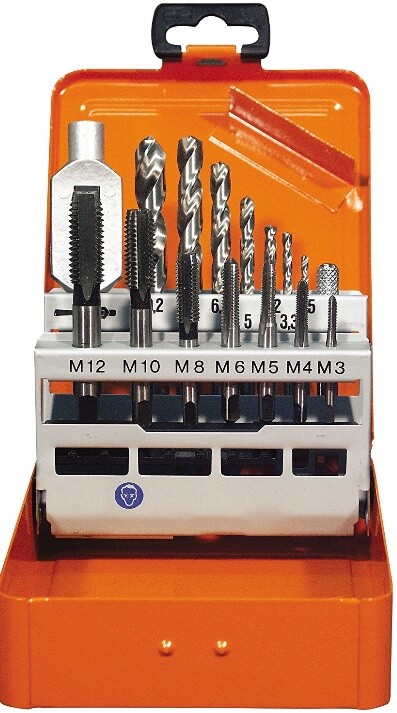
Welche verschiedenen Größen gibt es?
Die am häufigsten verwendeten Größen heißen M3 – M12. Das M steht dabei für „metrisch“. Diese Größen sind nach DIN genormt. Die Zahl dahinter verrät, welchen Durchmesser das Gewinde am Ende hat. Je nach verwendeter Schraube muss also auch die dazugehörige Gewindegröße gewählt werden.
M3 steht dabei für ein besonders kleines Gewinde, wie es häufiger bei bspw. Modellbau verwendet wird. Die dazwischenliegenden M4 – M10 sind die gängigsten Größen, wenn es um den Möbelbau geht. Die Größten Gewinde sind für besonders schwere und Große Gebilde geeignet. Vor dem Schneid des Gewindes muss ein passendes Loch gebohrt werden, das Kernloch. Dieses muss kleiner sein als das Gewinde, welches am Ende produziert werden soll.
Für die Größe gibt es eine allgemeine Faustformel: 0,8 multipliziert mit dem Nennmaß. Das ist allerdings nur eine grobe Richtlinie. Wer es genauer ausrechnen möchte, der subtrahiert einfach die Steigung vom Nennmaß.
Nennmaß Steigung in mm Durchmesser Kernloch in mm (+/- 0,05 mm):
- M3 0,5 2,50
- M4 0,7 3,30
- M5 0,8 4,20
- M6 1,0 5,00
- M8 1,25 6,75
- M10 1,5 8,50
- M12 1,75 10,25
Welche Beschichtungen haben Gewindebohrer?
 Gewindebohrer können mit unterschiedlichen Beschichtungen versehen sein, welche sich direkt auf die Eigenschaften auswirken, wie zum Beispiel die Verschleißfestigkeit oder das Gleitverhalten.
Gewindebohrer können mit unterschiedlichen Beschichtungen versehen sein, welche sich direkt auf die Eigenschaften auswirken, wie zum Beispiel die Verschleißfestigkeit oder das Gleitverhalten.
Eine Beschichtung aus Titannitrid (TiN) ist besonders für weiche bis zähharte Stähle oder auch Guss geeignet und zeichnet sich durch eine goldgelbe Farbe aus. Sie hat viele Anwendungsmöglichkeiten und der Gewindebohrer kann bis zu 5-mal nachbeschichtet werden, ohne dass die vorherige Beschichtung entfernt werden muss.
![]() Eine Beschichtung aus Titancarbonitrid (TiCN)
Eine Beschichtung aus Titancarbonitrid (TiCN) ist grauviolett und besonders für hochfeste Stähle geeignet. Es ist gegenüber Schlagbelastungen relativ unempfindlich und kann eine höhere Härte erreichen als das TiN, ist dafür aber weniger hitzebeständig.
![]() Titanaluminiumnitrid (TiAIN)
Titanaluminiumnitrid (TiAIN) ist schwarzviolett und hat eine höhere chemische Stabilität und Hitzebeständigkeit.
![]() Chromnitrid (CrN)
Chromnitrid (CrN) hat eine silbergraue Farbe und hat eine deutlich höhere Korrosionsbeständigkeit als die vorher erwähnten Beschichtungen und ist gleichzeitig Hitzebeständiger.
Das Bohren des Gewindes
- Zuerst muss das Werkstück sicher fixiert, damit es sich keinen Millimeter mehr bewegt.
- Jetzt wird das Kernloch gebohrt. Bei einem Sackloch muss die Bohrung exakt um die Länge des Anschlages des Gewindebohrers tiefer sein. Wird also zum Beispiel ein Gewinde mit einer Länge von 2,5 cm benötigt und der Anschlag des Gewindebohrers beträgt 0,4 cm, so muss das Bohrloch 2,9 cm tief sein. Die durch das Bohren entstandenen Späne müssen nun komplett aus dem Loch entfernt werden.
- Jetzt folgt das Senken der Bohrung. Bestenfalls liegt die Schraube bereit, die verwendet werden soll. Dann kann der Schraubenkopf direkt vermessen und die Senkung perfekt angepasst werden. Für Schrauben mit zylindrischem Kopf werden Flachsenker verwendet, für Senkschrauben (mit kegeligem Kopf) werden Kegelsenker verwendet.
- Nun sollte Schneidöl
auf den Gewindebohrer und das Bohrloch aufgetragen werden.
- Der Gewindebohrer wird nun genau senkrecht mit leichtem Druck in das Loch eingedreht. Bei einer Bohrmaschine sollte dies nur mit einer sehr geringen Drehzahl geschehen, bis die ersten Gewindegänge geschnitten sind. Wenn keine langsame Drehzahl möglich ist, kann dieser Arbeitsschritt auch von Hand durchgeführt werden, am besten mit einem Windeisen
- Wenn das Gewinde ausreichend angeschnitten ist, kann dieses jetzt fertiggestellt werden, indem das Werkzeug komplett bis zur gewünschten Tiefe in das Bohrloch gedreht wird. Bei Gewindebohrsätzen wird erst mit dem Vorschneider, dann mit dem Mittelschneider und anschließend mit dem Fertigschneider gearbeitet. Bei dem Wechsel der Werkzeuge muss jedes Mal dafür gesorgt werden, dass keine Späne mehr im Loch sind. Bei sehr langen Spänen muss der Gewindebohrer immer wieder um ca. 1/4 Drehung zurückgedreht werden, um den Span zu brechen und ihn aus dem Bohrloch zu entfernen. Wird das Gewinde per Hand erstellt, kann bei diesem Arbeitsschritt das Windeisen durch eine Ratsche für Gewindebohrer
 Soll bei dem Bohren eine Maschine genutzt werden, muss diese ein paar Anforderungen erfüllen. Sie sollte möglichst leicht sein, damit eine konstante sehr exakte Haltung und Bohrung bewerkstelligt werden kann.
Soll bei dem Bohren eine Maschine genutzt werden, muss diese ein paar Anforderungen erfüllen. Sie sollte möglichst leicht sein, damit eine konstante sehr exakte Haltung und Bohrung bewerkstelligt werden kann.
Am besten geeignet sind daher Akkuschraube. Gleichzeitig muss nach links und rechts gedreht werden können und die Drehzahl muss leicht und präzise zu bestimmen und zu verändern sein.
Das Nachschleifen des Gewindebohrers
Mit der Zeit werden Gewindebohrer stumpf und brechen als Folge dessen. Um dies zu verhindern, können Gewindebohrer nachgeschliffen werden. Am besten geht dies mit einer Schleifscheibe. Der Spanwinkel, der in der Draufsicht zu erkennen ist, wird als erstes behandelt. Dabei muss unbedingt die Teilung der Nuten eingehalten werden und auch der Spanwinkel sollte nicht verändert werden. Dieser wird immer am ersten vollen Zahn bemessen.
Auch beim Nachschleifen der Spirale muss unbedingt ein richtiger Winkel eingehalten werden. Dieser ist ca. ein bis zwei Grad größer als der eigentliche Anschnittwinkel, damit die Kontaktfläche zwischen der Schleifscheibe und wem Werkstück nicht zu groß ist. Die Schleifscheibe muss während des gesamten Vorgangs ständig geprüft und bei Verschleiß ausgetauscht werden.
Andernfalls können sich die Spanwinkel verändern. Anschließend muss der Gewindebohrer noch mit einer Drahtbürste und Druckluft gereinigt und mit Maschinenöl
geölt werden.
Kauf eines Gewindebohrers
 Wenn man sich einen Gewindebohrer zulegen möchte, sind ein paar Sachen zu beachten. Generell gehören die Marken PROFI GSR
Wenn man sich einen Gewindebohrer zulegen möchte, sind ein paar Sachen zu beachten. Generell gehören die Marken PROFI GSR, Projahn
und Mannesmann
zu den beliebtesten und gelten daher als klare Kaufempfehlung. Ob ein einzelner Bohrer oder gleich ein ganzes Set gekauft wird, hängt von der Häufigkeit der Verwendung ab.
Soll nur hin und wieder mal ein Gewinde mit immer der gleichen Größe gebohrt werden, reicht ein einzelner Gewindebohrer. Sollen jedoch häufiger Gewinde mit unterschiedlichen Durchmessern gebohrt werden, ist die Investition in ein Set lohnenswert.
Je nach Anwendung muss auf das Ende des Gewindebohrers geachtet werden. Wenn mittels Windeisen oder Werkzeughalter per Hand gebohrt werden soll, muss ein Vierkant vorhanden sein.
Als nächstes muss noch auf die Art des Gewindebohrers geachtet werden, also ob damit Sacklocher oder Durchgangslöcher gebohrt werden sollen.
Schlechte Gewindebohrer haben keine spezielle Beschichtung und werden somit auch nicht allen Anforderungen standhalten, die vielleicht an ihn gestellt werden könnten. So würde er vielleicht prima in Holz arbeiten, sich bei härteren Materialien allerdings abnutzen und kaum oder nur schlecht arbeiten. Hier ist also wirklich auf Qualität zu achten. Gute Gewindebohrer haben eine widerstandsfähige Beschichtung und geben selbst bei härteren Metallen nicht nach.
Ist spezielle Sicherheitsausrüstung notwendig?
 Beim Arbeiten mit Gewindebohrern ist keine spezielle Sicherheitsausrüstung notwendig. Von Handschuhe wird abgeraten, da sich diese bei der Arbeit mit Maschinen darin verfangen können und zu Verletzungen führen können. Einzig eine Schutzbrille
Beim Arbeiten mit Gewindebohrern ist keine spezielle Sicherheitsausrüstung notwendig. Von Handschuhe wird abgeraten, da sich diese bei der Arbeit mit Maschinen darin verfangen können und zu Verletzungen führen können. Einzig eine Schutzbrille ist empfehlenswert, um die Augen vor eventuell wegfliegenden Spänen zu schützen.
Sicherheitsschuhe sind ebenfalls vorteilhaft, da scharfkantige Späne auf dem Boden zu Verletzungen führen können. Bei langen Haaren sollte ein Zopf oder ein Haarnetz verwendet werden. Die Kleidung sollte eng anliegen, um zu verhindern, dass sich diese in rotierenden Maschinen verfangen oder man irgendwo hängen bleibt und sich verletzt.
Besonders empfehlenswert ist der Projahn Einschnitt Gewindebohrer Satz mit 15 Teilen HSS-G für das Bohren per Hand, der TENG 6-teilige Kombi Gewindebohrer Satz 1/4“ HSS M3-M10
oder direkt ein Akku-Gewindebohrer Metabo 603827840 GB 18 LTX BL Q I
.


